Вы здесь
Из-за нестабильной обстановки, цены представленные на сайте не актуальны, запрашивайте каждую позицию отдельно.
Технологическая инструкция по производству ленты из стали марки 12X18H10T по ТУ I4-1-652-73
1. Для производства нержавеющей ленты по ТУ I4-I-652-73 назначается рулонный подкат специального назначения поставки Новосибирского металлургического завода: термически обработанный, протравленный, зачищенный и проложенный бумагой - толщиной 2,8 мм (условная маркировка 2,8x388). Подкат изготовляется на НМЗ по специальной технологии и должен быть отборным по качеству поверхности и химическому составу: из металла плавок с содержанием углерода, как правило, не более 0,09% (допускается до 0,10%), титана не менее 0,50% и соотношением Ti/C не менее 6.
2. Приемка поступающего в цех подката производится ОТК внешней приемки путем контроля условий поставки, качества поверхности металла, сертификатных данных поставщика подката и определения соответствия их требованиям ТУ I4-I-455-72.
3. При значениях титана и углерода, близких к указанным выше ограничениям, производится контрольное определение содержания этих элементов в образцах, отобранных от трех рулонов плавки и, в зависимости от результатов, принимается решение о назначении металла.
4. Контроль качества поверхности подката в состоянии поставки производится сменным мастером и контролером ОТК путем тщательного просмотра поверхности с обеих сторон в ароцессе перемотки рулонов на стане перед прокаткой.
5. Результаты контроля качества подката в состоянии поставки, замечания и заключение ОТК должны быть зафиксированы в журнале учета и приемки подката. По результатам указанного контроля производится предварительное определение пригодности подката по качеству поверхности для на значения на ленту по ТУ 14-652-73. В случае несоответствия качества металла требованиям технических условий выписывается извещение о браке для предъявления претензии заводу - поставщику подката.
б. Окончательное определение пригодности металла (по качеству поверхности) для назначения на ленту по указанным выше ТУ производится сменным мастером и контролером ОТК по результатам осмотра поверхности каждого рулона при травлении после первой термической обработки, ленты первого передела толщ 1,8 мм. При тщательном осмотре каждого рулона на выходе из травильной линии определяется качество травления, степень пораженности поверхности дефектами и объем потребной зачистки. Плохо протравленные рулоны направлять на зачистку запрещается. Они должны обязательно подвергаться повторному травлению.
Оценка качества поверхности каждого рулона производится по 4-м группам, характеристика которых приведена в табл. I.
Таблица I
| Группа | Характеристика поверхности подката |
| 1 |
Местная одностороняя мелкая рябизна, отдельные мелкие дефекты неглубокого залегания - глубиной не более 0,03 мм, требующие зачистки до 10% площади поверхности поджата |
| 2 |
Местная двухстороняя мелкая рябизна, отдельные мелкие дефекта с глубиной залегания не более 0,05 мм - требующие зачистки до 30% площади подката |
| 3 | Местная двухстороняя мелкая рябизна, отдельные мелкие дефекты с глубиной залегания не более 0,05 мм, требующие зачистки до 50% площади поверхности подката |
| 4 (брак) |
Двухстороняя мелкая рябизна, дефекты глубиной залегания не более 0,15 мм, требующие зачистки более 50% площади подката; грубая местная рябизна и отдельные дефекты более глубокого залегания |
Результаты оценки каждого рулона по группам поверхности отмечаются мастером и контролером ОТК в паспорте рулона (Л группы) и в журнале учета и приемки подката (Л группы и краткая характеристика поверхности).
На рулоны подката группы ХУ выписывается извещение для предъявления претензии поставщику.
7. Для производства нержавеющей ленты по ТУ I4-I-652-73 назначаются, как правило, только рулоны I и 2 группы. При отсутствии такого подката допускается использовать подкат группы 3.
8. Зачистка поверхности ленты из нержавеющей стали первого передела толщиной 1,8 мм -ответственная операция, обеспечивающая получение качественной готовой ленты - производится в соответствии с инструкцией. При зачистке должны быть удалены: рябизна (за исключением общей мелкой - типа "сероватости"), плены, царапины, задиры, грубые "сдвиги", забоины и раковины, окалина, вкатанные инородные включения, штрихи-риски, заполненные шламом и окалиной, а тааже грубые следы, предыдущей зачистки, которые могут остаться на поверхности готовой ленты.
9. Зачистка ленты первого передела толщиной 1,8 мм производится мелкозернистыми абразивными кругами из нормального или белого электрокорунда зернистостью (в зависимости от глубины залегания дефектов) 20-12 по ГОСТ 3647-71, что соответствует 70-100 меш, на вулканитовой связке. Зачистка должна производиться особенно тщательно при строгом соблюдении п.п. 9—II инструкции. Передельная лента толщиной 1,8 мм рулонов 3 группы после зачистки должна быть протравлена повторно. После этого в случае необходимости (при выявлении неудаленных дефектов) производится дополнительная повторная зачистка их в соответствии с положениями п.п. 8-9.
Разрешается после первой зачистки производить иглофрезерную обработку поверхности таких рулонов с последующей промывкой на травильной линии. Иглофрезерование производится в соответствии с инструкцией за 1-2 пропуска для каждой поверхности при минимальном давлении иглофрез.
11. Смотку и размотку нержавеющей ленты в процессе зачистки в целях сохранения поверхности от дополнительных повреждений рекомендуется производить с прокладкой бумаги между витками.
12. Качество зачистки металла должно систематически контролироваться сменным мастером и контролером OТK с целью определения пригодности металла для дальнейшей обработки или необходимости дополнительной его зачистки. Систематически должно также контролироваться качество поверхности передельной ленты всех последующих толщин после травления. Результаты контроля и все замечания отмечаются в журнале учета и приемки подката.
13. Перед холодной прокаткой во 2-м или 3-м переделах может прoизводиться сплошное шлифование поверхности передельной ленты толщиной 0,35-1,8 мм из рулонов 3 группы, пораженной дефектами г дубиной залегания до 0,02 мм.
Перед подачей металла на данную операцию в "Вазовский" пролет на нержавеющей ленте толщиной 1,8 мм должны быть удалены путем обычной зачистки недопустимые дефекты более глубокого залегания, а рулоны ленты толщиной 0,35-0,8 мм после травления обязательно перемотаны на стане на металлические кольца.
14. Холодная прокатка ленты 12х18н10т производится в соответствии с инструкцией
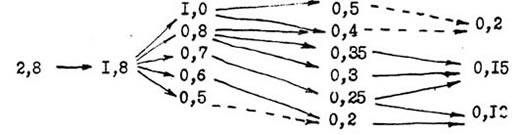
Схема обжатий ленты по переделам:
15. Перед прокаткой передельной ленты рулонов группы 2 и 3 при наличии на поверхности сероватости и значительных следов зачистки разрешается производить до 3-х дополнительных перемоточных пропусков через пресса с прокладками абразивной шкурки зернистостью не крупнев 16 по ГОСТ 3647-71. После чистки поверхности таким способом рекомендуется промывать ленту на травильной линии.
16. При прокатке ленты нержавещей 12х18н10т данного назначения особенно тщательно должны соблюдаться меры, предусмотренные инструкцией и направленные на исключение загрязнения или повреждения поверхности ленты. Использование при холодной прокатке загрязненной эмульсии запрещается.
Термическая обработка подката и ленты производится в соответствии с инструкцией.
Особенно тщательно должны выдерживаться скорость и температура при обработав на выпуск. Данные по режиму обработки каждой ленты (температура, скорость движения, время начала конца обработки) должны точно регистрироваться в журнале. На диаграммах приборов сменным мастером должна быть произведена разметка интервалов термической обработки каждой ленты с указанием Jfc последней и ее толщины. Термическая обработка ленты на выпуск обязательно производится с принятием мер,-обеспечивающих точное соблюдение предписанного режима по всея длине рулона.
Особое внимание при термообработке должно уделяться виду поверхности подката и ленты.
При появлении даже незначительных признаков подгорания поверхности как подката, так и ленты следует немедленяи принимать меры к исключению этого явления в соответствии с п. 13 инструкции ft 2-ЛП.
18. Травление ленты производится в соответствии с инструкцией Л 4-ЛП.
Концентрация серной кислоты в травильном растворе при травления подката и ленты данного назначения не должна быть ниже 14$.
Температуру расплава при травлении ленты толщиной менее 0,3мм рекомендуется держать не ниже 470°.
Травление готовой ленты не должно производиться сразу же (в течение первых 2-х часов работы) после заправки и корректировки травильных ванн.
19. Травление должно обеспечивать получение чистой, светлой поверхности как подката, так и передельной и готовой ленты. Наличие темной поверхности из-за недотрава или подгорания (концы рулонов длиной до 3-х метров при оценке качества травления в расчет не принимаются), местных пятен от недотрава, частиц застывшего расплава и загрязнений из-за плохой промывки и сушки, механических повреждений, контрастной разницы оттенков б виде пятен, разводов, подтеков, недопустимых на готовой ленте - свидетельствуют о некачественном проведении травления. Причины перечисленных недостатков должны немедленно выявляться и устраняться. Некачественно протравленный металл выдавать из травильного отделения запрещается. Такой металл, как правило, должен подвергаться повторному травлению.
Особое внимание необходимо уделять работе всех механизмов линии с целью предотвращения возможных повреждений поверхности ленты при транспортировке ее через травильные ванны.
20. Смотка готовой ленты 12х18н10т толщиной 0,2 мм и выше после травления производится с прокладкой бумаги между витками. Бумага для прокладки не должна иметь включений, которые могут портить поверхность лента.
Примечание: в целях сохранения поверхности при последующих операциях, связанных с перемоткой, рекомендуется прокладывать бумагой также и перодельную ленту толщ. 1,0 мм и выше.
21. Приемка готовой ленты ОТК производится в целях исключения лишней перемотки, на выходе из травильной линии в соответствии с требованиями ТУ 14-1-652-73.
Контроль ленты производится двумя контролерами, которые должна тщательно просмотреть обе поверхности ленты и все дефекты, недопустимые ТУ 14-1-6Ь2-73, отметить цветным карандашем.
При затруднениях с отметкой дефектов на поверхности ленты скорость ее движения уменьшается до 5-6 м/мин; приемка такой ленты, смотанной на травильной линии с бумажной прокладкой, может производиться на агрегата приемки. Смотка ленты толщиной 0,2 км и выше после приемки производится еновь с бумажной прокладкой.
22, На каждый рулон нержавеющей ленты , предназначенной для сдачи по ТУ I4-I-652-73 и не принятой по качеству поверхности, обязательно выписывается извещение с указанием причины забракования или переназначения.
23. Результаты приемки ленты каждого рулона вносятся в журнал учета, приемки и оценки качества подката.
Ссылка по теме: Технологическая инструкция по термической обработке ленты в пламенной протяжной печи
ГОСТ 4986-79 Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали ТУ