Вы здесь
Из-за нестабильной обстановки, цены представленные на сайте не актуальны, запрашивайте каждую позицию отдельно.
Технология производства нержавеющей ленты
Краткая справочная информация
Нержавеющая лента является продукцией металлургического производства, которая прошла обработку давлением. Такой способ обработки металла основан на способности металлов в определенных условиях принимать под воздействием внешних сил остаточные деформации без нарушения целостности. При помощи давящего инструмента металлической заготовке той или иной исходной геометрической формы придают требуемую новую форму за счет перераспределения элементарных объемов заготовки.

Нержавеющая лента изготавливается из нержавеющей стали. Нержавеющая или легированная сталь, обладает устойчивостью к проявлению коррозии в агрессивных средах, в воде и на воздухе. Наиболее распространены хромникелевая (18% Cr и 9% Ni) и хромистая (13-27% Cr) нержавеющие стали, часто с добавкой Mn, Ti и других элементов.
В последние годы произошло заметное оживление рынка металлопроката. Специалисты объясняют значительное повышение уровня продаж тем, что металлопрокат в качестве сырья имеет весьма широкий спектр применения. К тому же, развитие промышленности приводит к повышению качества продукции. А рост экономики порождает спрос на недорогой металлопрокат.
Технология производства нержавеющей ленты
Прокатка металла осуществляется при прохождении его между валками, вращающимися в разных направлениях (рис. 1). При прокатке металл обжимается, в результате чего толщиналенты уменьшается, а ее длина и ширина увеличиваются. Разность между исходной h0. и конечной h1, толщинами полосы называют абсолютным обжатием.
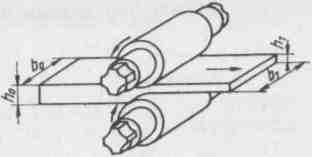
Рис. 1. Схема прокатки ленты
Очень часто прокатку применяют для получения различных металлоизделий из нержавеющей стали. Для прокатки ленты используются полосовые станы с диаметром валков около 300 мм. Такие станы являются непрерывными. Так же применяют листовые станы. Они используются для для холодной прокатки листов толщиной 0,05. ..4 мм имеют бочки валков длиной 700.. .2800 мм. При холодной прокатке тонкой ленты из стали различных марок широко применяют четырех-, двенадцати- и двадцативалковые станы, а также четырех- и пятиклетьевые непрерывные четырехвалковые станы.
Технологический процесс прокатки представляет собой комплекс последовательных термомеханических операций, выполняемых на соответствующем оборудовании и в определенной последовательности и предназначенных для получения продукции с заданными показателями качества (точности формы и геометрических размеров, состояния поверхности и т. д.). Наиболее общая схема технологического процесса прокатки включает операции подготовки исходного металла к прокатке, нагрева перед обработкой давлением, собственно прокатки для получения заданного профиля, отделку проката и контроль его качества. В зависимости от стадии прокатки (производство заготовок или готовой продукции из слитка или литой заготовки) и вида проката число технологических операций и их последовательность может изменяться.
Нержавеющая лента изготавливается согласно ГОСТ 4986-79. Лента холоднокатаная из коррозионно-стойкой и жаростойкой стали. Данный ГОСТ устанавливает, что нержавеющая лента изготавливается толщиной 0,15-2 мм, шириной 20-410 мм.
Нержавеющая лента может изготавливаться и в рулонах, при этом иметь или не иметь сварных швов. Длина такой ленты не может быть менее 10 м. Лента длиной от 1,5 до 10 м может составлять не более 10% массы партии. Нужно учитывать, что расстояние между сварными швами на ленте толщиной более 2мм должно составлять менее 4 м. Если же толщина ленты составляет от 1,5 до 2 мм, то расстояние между сварными швами должно составлять не менее 3 м. Места нанесения сварных швов необходимо отмечать, при этом если лента имеет толщину 0,3 мм и менее, то места сварки отмечают с одной стороны. По требованию потребителя обрезная нержавеющая лента изготавливается шириной от 6,0 до 10,0 мм.
Это интересно: производство нержавеющего квадрата